歡迎光臨 [ 無錫市氟瑞特防腐科技有限公司 ] 官方網(wǎng)站!

無錫市氟瑞特防腐科技有限公司位于無錫濱湖區(qū)胡埭工業(yè)園,緊靠太湖水蜜桃之鄉(xiāng)—陽山,距離高速路口僅有10分鐘的路程,交通方便,是國內(nèi)專業(yè)從事化工防腐設(shè)備、環(huán)保設(shè)備、各種非標(biāo)設(shè)備、攪拌設(shè)備及其管道制作與防腐的專業(yè)生產(chǎn)廠家。公司是集開發(fā)、生產(chǎn)、銷售、技術(shù)咨詢于一體的綜合型企業(yè)。公司技術(shù)力量堅(jiān)實(shí),從事防腐行業(yè)的開發(fā)生產(chǎn)多年,并在化工防腐行業(yè)中有多年的實(shí)踐經(jīng)驗(yàn),并有專業(yè)的技術(shù)開發(fā)團(tuán)隊(duì)。
我公司生產(chǎn)的滾涂PTFA在高溫導(dǎo)電、導(dǎo)熱方便方面可以達(dá)到和不銹鋼導(dǎo)熱、導(dǎo)電同樣的效果,并且在不少化工行業(yè)苛刻使用條件下可以滿足使用效果,解決了目前所遇到的難題。
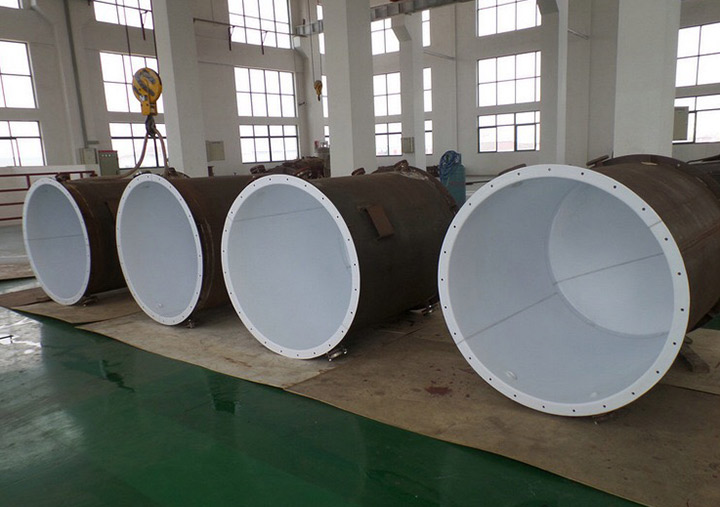
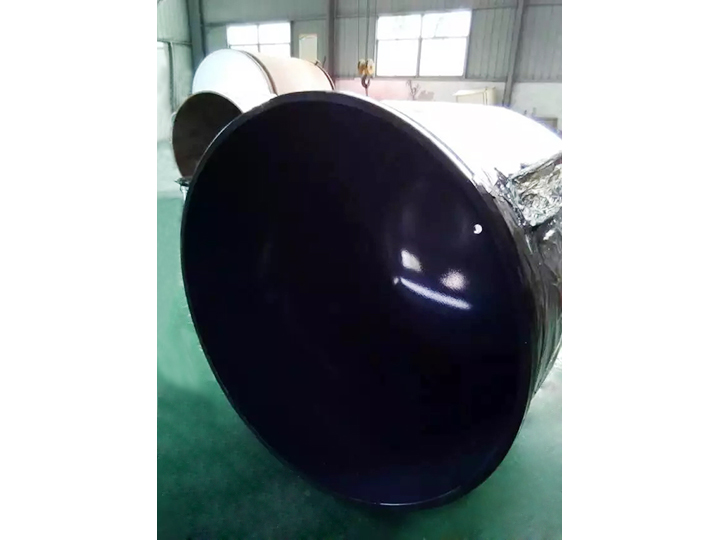
我公司專業(yè)生產(chǎn)防腐設(shè)備,主要產(chǎn)品有:鋼襯四氟、鋼襯四氟儲罐、反應(yīng)釜內(nèi)襯四氟、鋼襯四氟管道,四氟換熱器、PTFE襯里設(shè)備、鋼襯塑儲罐、鋼襯塑管道、攪拌槳等等。產(chǎn)品可應(yīng)用于化工、氯堿、海水淡化、印染、顏料、儲運(yùn)、電廠、稀土、冶金、電子、制藥、釀造等行業(yè)...

聯(lián)系人:李先生
手 機(jī):13921538059??????????郵 箱:lx13921538059@126.com
電 話:0510-85586232 ??????傳 真:0510-85586933
網(wǎng) 址:geweipu.com ????????地 址:江蘇省無錫市濱湖區(qū)胡埭工業(yè)園紅楓路18號

Copy right ? 2017 無錫市氟瑞特防腐科技有限公司 版權(quán)所有 All Rights Reserved
備案號:蘇ICP備17023212號  蘇公網(wǎng)安備32021102003155號 網(wǎng)頁制作:網(wǎng)科
蘇公網(wǎng)安備32021102003155號 網(wǎng)頁制作:網(wǎng)科